The Importance of Mold Temperature Control in Injection Molding

The temperature that the polymer experiences upon entering the mold and during solidification directly affects several part properties, ranging from surface appearance to mechanical performance.
Manufacturers often treat mold temperature as a secondary parameter. When asked about mold temperature, we may only refer to the chiller or tempering unit settings, often neglecting to measure the actual temperature on the steel within the mold cavity.
You can also read: Impact of Temperature on Molded Part Quality
However, poor mold temperature control frequently leads to issues. Hot spots on the mold can create surface defects on the molded part, such as shading. In more severe cases, higher temperatures in certain areas of the mold can delay ejection and cause warpage or deformation.
Therefore, beyond setting the tempering media to the recommended temperature according to the raw material supplier’s guidelines, we must also verify the mold cavity temperature to maintain process stability and ensure part quality.
The First Step: Know Your Material
All plastic materials have a set of temperatures recommended for molding. The heavier the polymer molecule, the higher the recommended temperature in the mold. The reason for this is that the polymer needs to flow during filling as the melt reaches the mold, and a larger molecular weight impairs this flow.
Table 1 summarizes recommended mold temperatures for several materials. The recommended temperature is a range, the lower the temperature the faster the cycle time. However, the higher the temperature the higher relaxation and therefore the lower the in-molded stresses.
If the mold temperature is too low, it is possible that the polymer will freeze prematurely and with no possibility of relaxing inner stresses. This is the reason why lower mold temperatures may generate cracking or part failure during molding.
A higher molding temperature will allow for stress relaxation. Allowing polymers to relax stress is very important to ensure mechanical performance at lower operating temperatures. So, whenever your part needs to operate at demanding ambient temperatures, be sure to mold in the upper range limit.
| Polymer | Recommended mold temperature |
| PP (Polypropylene) | 40-80°C (Ideal: 50°C) |
| PPS (Polyphenylene Sulfide) | PPS: 120-180°C |
| POM (Polyoxymethylene) | POM: 80-105°C |
| PE-HD (High-Density Polyethylene) | PE-HD: 50-95°C |
| PC (Polycarbonate) | PC: 70-120°C |
| PBT (Polybutylene Terephthalate) | 40-60°C (for non-reinforced materials) |
| PA6 (Polyamide 6 or Nylon 6) | Thin-walled: 80-90°C, Thick (>3mm): 20-40°C, Glass-reinforced: >80°C |
| ABS (Acrylonitrile Butadiene Styrene) | 25-70°C |
| PA12 (Polyamide 12 or Nylon 12) | Non-reinforced: 30-40°C, Thin-walled/large surface: 80-90°C, Reinforced: 90-100°C |
| PA66 (Nylon 66) | Non-reinforced: 60-90°C, Reinforced (30% fiber): 80-120°C |
Symmetry in Heat Transfer
It is common to have better refrigeration in the fixed half of the mold, due to the part and mold geometry. Sometimes the movable half has components which are hard to cool, or the ejection mechanism makes the manufacturing of cooling channels more difficult.
As a result, there is no symmetry in the heat transfer process. If the cooling part does not experience the same heat transfer gradient in all directions, it may end up with some regions of delayed solidification and therefore higher crystallinity, in semi-crystalline polymers. With higher crystallinity also comes higher contraction.
Sometimes it is wise to operate with different tempering circuits to mitigate this situation. Cooling channels with lower surface available for heat transfer may benefit from lower water (or oil) temperature. On the other hand, the side of the mold with more cooling channels and larger surface for heat transfer can be set at a higher tempering media temperature, as to balance the heat transfer in all directions.
Measure Mold Temperature and Flow Rate
Mold temperature is one of the most critical variables determining part quality, as explained above. Simple measurements of water temperature and flow rate in the tempering channels should always be available.
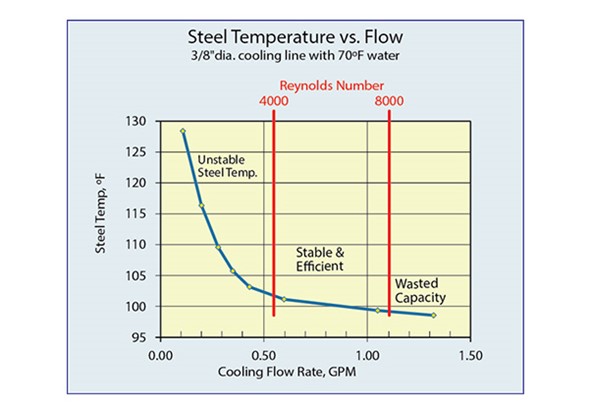
Reynolds number should always be within 4000 and 8000, to ensure turbulence within the cooling channels. Turbulence guarantees that the temperature of the steel is not significantly affected by variations in the cooling flow rate. Image courtesy of SmartFlow USA.
A parameter that should be controlled is the temperature difference in water going in and out of the mold. To ensure dimensional stability, the difference should be no larger than 3-5°C.
Some tools are available to also ensure that the water inside the tempering channels is always within a turbulent regime. Turbulence is measured with a parameter called Reynolds number, which should be between 6.000 and 8.000. Turbulence ensures that the mold wall temperature does not change significantly, even with variations in the flow rate, something common when working with central cooling systems.