Design-Related Surface Defects in Injection Molding

Some surface defects in injection-molded parts arise from poorly designed components or gates. This article reviews these types of defects and offers possible solutions.
One of the leading causes of rejects of injection-molded parts is surface defects. These defects may be located at the gate or elsewhere in the part and deviate from the customer-established standard of acceptance.
You can also read: 3 Common Injection Molding Challenges and How to Solve Them
As with any other defect, recognizing and naming it properly is the first step. So here, we will address three typical surface defects in injection molding, their causes, and possible solutions.
Sink Marks

Sink marks deform the surface of a part in areas with thick geometry. Uneven cooling of the material causes these deformations. Courtesy of Hawk Ridge Systems.
Sink marks arise from molecular movement within the part. They are typical of thick-walled areas in the product (beyond 6 mm) and are particularly visible when the part has different cross sections, alternating thick and thin walls.
These thick-walled areas remain hot for long periods, enabling molecular movement. Therefore, molecules have time and energy to arrange, organize, crystallize and “pull” the surface towards the inner section of the component.
Sink marks are more visible in semi-crystalline materials and in materials with low elastic modulus, where the rigidity of the wall is not enough to counteract the pulling forces of the molecular movement.
The most radical way to solve the problem is to follow the first commandment in the design of injection-molded parts: design parts with a constant cross-section and avoid material accumulation.
- To some extent, compensating the volume contraction with more material can help during processing, so packing more material during gravimetric filling, primarily via higher packing pressure, can help.
- Reducing the mold temperature can help you solidify the part faster, and a cooler skin in the part is also a more rigid skin, as the elastic modulus increases substantially (up to 20-30%) with a gradient of 40°F in the mold temperature.
Jetting
Another common defect in injection molding is called “jetting,” and it is associated with an abrupt change of cross-section between gate and mold. Here, the polymer enters the cavity through the gate but without any restriction. When the melt goes inside the mold and faces no wall ahead, it fills very much like toothpaste in a glass, describing the pattern of what some molders call “mouse tail.”
Jetting is typically caused by an abrupt section change between the gate and the mold—image from Mold Plastic Injection.
This defect is typical of a poorly designed gate. The mold should be designed to fill in a laminar way, in concentric circles.
- For this purpose, the incoming melt should always face a steel surface when entering the mold.
Though some parameters can help, such as dramatically reducing injection velocity when the material fills the gate (I am talking about speeds of 1 to 5 mm/s), to be honest, I have only been able to solve the problem by redesigning the gate.
- A tab gate, for example, where the part fills first a small section and then the mold, is helpful.
Splay Marks
It is also possible to induce excessive shearing in the material at the gate, degrading the part. A degradation defect at the gate is normally recognized as a star-like pattern, where several lines start from the gate and propagate as beams. Normally, this defect also shows signs of yellowing in the pattern.
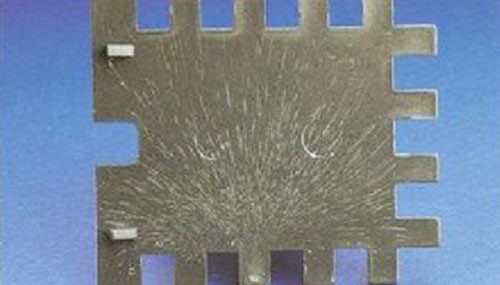
Splay marks may be associated with high shearing in the mold. Image from Sentera Plastics
This problem is normally associated with very narrow gating. For example, submarine or banana gates, which force the material to flow at high speed through very thin cross sections, can degrade the part.
- The best solution is to increase the gate area if possible.
- If this solution is not available, it is possible to reduce the injection speed. This would increase the filling time, though.
- It is also possible to check with the material formulation to try and tailor the pigments to reduce shear sensitivity; as the pigments normally have lower molecular weights than the base resin, they tend to degrade earlier. So, using a formula with stabilization may help.