Injection Molding Factors Influencing Part Quality
Multiple injection molding parameters interact to influence the final quality of the molded part. Certain parameters are recognized as having the most significant impact.
The injection molding process for plastics, developed over a century ago, saw dynamic growth after World War II as plastics became widely used. Despite advancements, production personnel struggled to link the injection molding parameters with specific part defects. In the 1960s, companies like Eastman Kodak conducted research to identify these correlations, but the results were inconclusive, revealing the complexity of the process.
Don Paulson’s research in 1963 introduced a scientific approach, treating molding as a sequence governed by physics. This laid the groundwork for systematic methods, eventually leading to the founding of RJG and Paulson Training, companies dedicated to improving process control and part quality in injection molding.
The integration of the RJG approach and the scientific method pioneered by Donald C. Paulson, offers a robust framework to correlate the injection molding parameters for optimizing part quality and solving process issues systematically, let’s take a look to the main 4 variables that affect the part quality on injection molding.
You can also read: AI and Injection Molding: Bridging the Gap through Research, Industry 4.0 in Injection Molding, Plastic Part Design for Economical Injection Molding – Part III
Melt and Mold Temperature
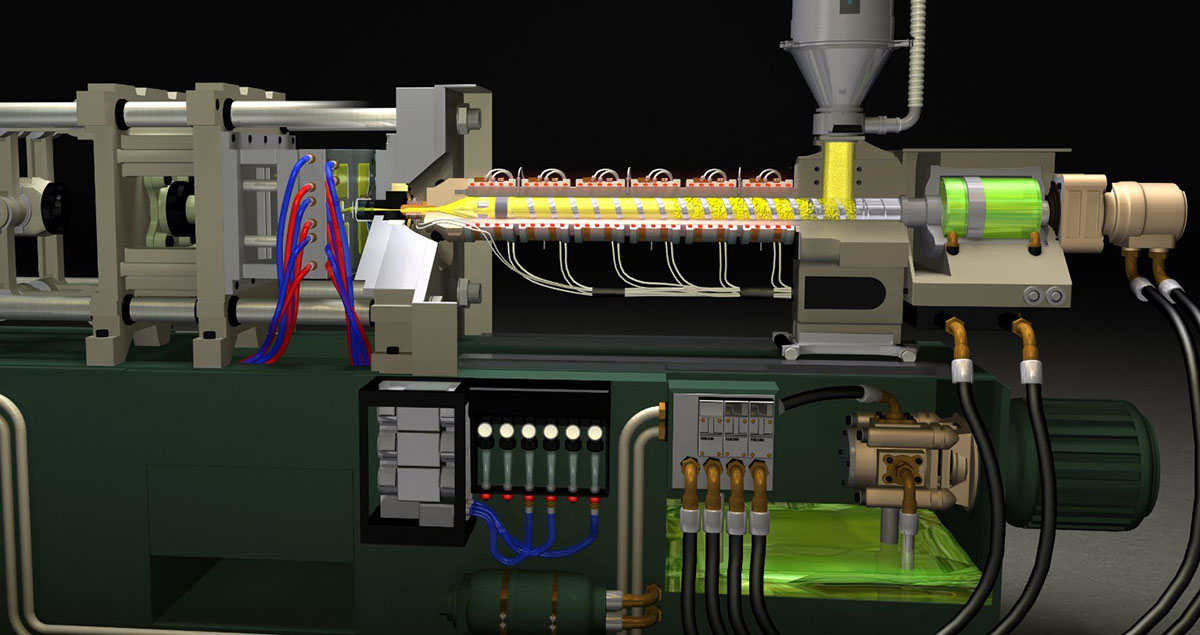
The integration of the RJG approach and the scientific method pioneered by Donald C. Paulson offers a robust framework to correlate the injection molding parameters for optimizing part quality and solving process issues systematically. Image courtesy of RJG Inc.
The temperature of the molten plastic is critical. If the melt temperature is too low, the material may not flow adequately into the mold, leading to defects like short shots or weld lines. Conversely, excessively high temperatures can degrade the material, resulting in weak parts with poor mechanical properties.
On the other hand, the temperature of the mold affects the cooling rate of the part and its surface finish. Uniform and optimal mold temperatures help in achieving consistent part quality, minimizing residual stresses, and improving surface aesthetics.
- RJG Approach: Begin by verifying the melt temperature and mold temperature, ensuring they are within optimal ranges without altering other parameters. One of the milestone from RJG is the melt temperature optimization test, where an insertion sensor measures the real melt temperature from a complete shot after purging the machine.
- Scientific Method: Apply the laws of heat transfer to manage these temperatures effectively. Adjusting temperature settings according to scientific principles helps maintain consistent material flow and part quality. Conduction, convection and radiation are keys for the solidification, ejection and the relation of the mold with the environment, respectively.
Injection and Pack/Hold Pressure

Don Paulson’s research in 1963 introduced a scientific approach, treating molding as a sequence governed by physics, which laid the groundwork for systematic methods.
This parameter determines how forcefully the molten plastic is injected into the mold cavity. Proper injection pressure ensuares the material fills the entire mold and helps maintain the dimensional accuracy of the part. Insufficient pressure can cause voids or incomplete filling, while too much pressure can lead to flashing or overpacking, causing warping.
- RJG Approach: Assess how hard the plastic is packed and held by understanding the machine’s intensification ratio and verifying actual pressure in the mold. Thats why, the RJG approach tries to separate the injection molding process in three parts: Injection, Packing and Holding.
- Scientific Method: Apply the Equation of State for Plastics to in manage and optimize pressure during the packing phase. This approach helps address defects like voids and sink marks by controlling pressure scientifically. The general form of the Equation of State (EOS) in thermodynamics helps predict how the plastic will behave under different conditions, such as varying temperatures and pressures.
Cooling
The cooling phase solidifies the part, it belongs to from 50% to 70% of the cycle time, and significantly impacts its final dimensions and mechanical properties. Insufficient cooling time can lead to parts that are not fully solidified, resulting in warping or distortion. Excessive cooling time, however, increases cycle time and reduces production efficiency.
- RJG Approach: Evaluate cooling times and mold temperature to ensure they align with initial settings. Check for consistency in cooling rates and adjust mold conditions as necessary. One of the best approaches is to measure the part surface temperature shot by shot, decreasing and increasing the temperature according to the ejection temperature target.
- Scientific Method: Apply the principles of heat transfer to manage cooling effectively. By understanding how cooling affects the solidification and dimensional accuracy of the part, you can optimize cooling processes scientifically. The conduction phenomenon is crucial for controlling the cooling rate, ensuring uniform solidification of the part, and minimizing internal stresses.
Injection Speed and shot size
The speed at which the material is injected into the mold impacts the flow characteristics and can influence defects like air traps or sink marks. Optimal injection speed ensures a smooth filling process, reducing the risk of defects.
- RJG Approach: Focus on the actual fill time rather than just the injection speed setting. Measure how much plastic injects and adjust the shot size or transfer position as needed. The viscosity test is very helpful to choose the suitable injection velocity range
- Scientific Method: Use the Poiseuille fluid flow law to understand and control how the plastic flows into the mold. Ensure the flow is consistent and reliable by analyzing and adjusting these parameters based on scientific data. Understanding the thermal dependence of the polymer viscosity is a key to define an suitable and steady injection speed range.
Driver Trends in Injection Molding to enhance the quality part
Recent advancements in injection molding focus on improving precision, reducing waste, and enhancing process control, these are drivers and additional information sources to maintain the part quality and assure repeatability:
- Industry 4.0 Integration. The use of IoT-enabled cavity sensors (mainly for temperature and pressure) and real-time data analytics has become more prevalent. It allows manufacturers to monitor and adjust parameters dynamically, ensuring consistent part quality and finding in real time the root cause and the solution for possible defects.
- Artificial Intelligence (AI). AI systems are increasingly being used to optimize injection molding processes. These systems can predict and adjust parameters in real time to prevent defects and improve overall efficiency. Some of them are very praxis oriented based on the set-up technitian experience. However, the right AI technology only works with the right information we introduce to the neural work and hence, to the machine learning algorithmus.
- Sustainable Practices. The industry is moving towards using bio-based materials and energy-efficient machines to reduce the environmental impact of injection molding.
- Digital Twin Technology (Simulation).The integration of digital twins, now readable and transferable to the machine, enables accurate prediction of the injection molding paramters. Therefore, Investing time in the development phase, including simulations, can prevent costly issues in later project stages. Among all the trends this can be half of rent.
In conclusion, controlling key parameters is crucial for achieving high-quality parts in injection molding. In addition, embracing the latest technological trends can further enhance part quality, efficiency, and sustainability in the injection molding process.
To read more: RJG Solutions Suite, Injection Molding Training – Paulson Training Programs
What about plastics waste & recycling ♻️?
Are there no products in the world helping people to manage their plastics waste at the source?