Mastering Clamping Force Calculation
Clamping force calculation is essential for injection molding projects to avoid expensive corrections later.
You can also read: Maximizing Injection Molding Simulation, Leveraging AI to Speed Product Design Simulations, Plastic Part Design for Economical Injection Molding – Part III
Main Concept Before Calculation
Tonnage means the maximum clamping force of an injection molding machine, ensuring tight mold closure during the injection process. At the same time, the clamping force acts as a steadfast guard, counteracting the specific pressure of the molten plastic and preserving the integrity of the product, avoiding defects like flash on the parting line of the part and/or tool damage.
Applying The Known Formulas
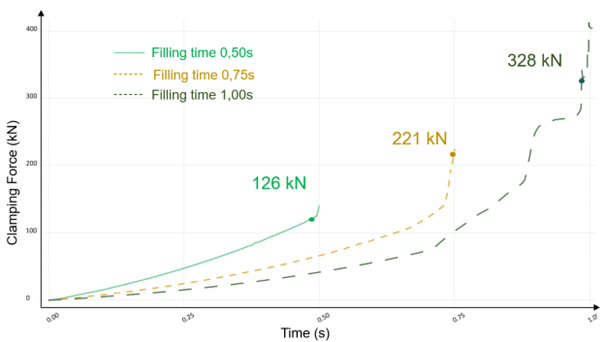
Simulation results of clamping force under different process conditions to reach the desired machine capacity. The application is a thin wall packaging recipient.
To calculate the clamping force, the initial step is to calculate the projected area of the cavity, multiplied by the number of cavities, and subsequently add the sprue and manifold if this one is a cold runner. Subsequently, the second phase can unfold in one of two possible approaches:
- Get the tonnage factor: The tonnage factors, spanning from 2 to 8 tons/in², are contingent upon the material type and specific project requirements. Ranging from softer materials like polyethylene, necessitating lower tonnage factors, to harder alternatives like polycarbonate with higher values, these factors provide a customized approach to precision. Hence, collaborative engagement with material suppliers stands as a paramount determinant in this process.
- Include the maximum cavity pressure: One can derive this value from simulation, experience, or material data sheets. If no information is available, one can use 5800 psi (400 bar) as a guide value, thus obtaining equation 2
The Digital Twin Advantage?
For instance, the tonnage factor for a PP material ranges between 2 and 3 tons per square inch. If we have a thin wall recipient with a projected area of 140in² (900 cm²), the tonnage requirement would fall between 280 and 420 tons, taking the average of this value.
However, this calculation overlooks crucial factors such as the actual part geometry, gate design, and material properties (thermal and physical). This limitation restricts the accuracy of the calculation and prevents optimization opportunities for reducing clamping forces, potentially allowing for more parts to be produced in a smaller press.
More is Better?
We need to make sure that we are going to have enough clamping force to keep the mold closed during the injection process, even when there are viscosity changes in the material typical of the process. Nevertheless, for the injection molding machine, these types of potential failures occur when excessive tonnage exerts on the mold:
- Cracked hydraulic cylinder mounting plates.
- Deformed plates.
- Fractured machine frame.
There is no good or bad way but it´s important to assess each project with the suitable tools and know-how to reach success and of course ROI.
To read more: How do I calculate the required tonnage for an injection mold?