Precision Production
Raising the bar of extrusion quality and efficiency requires controlling the variables
Maximizing the precision of process operations is a growing issue in many production operations. The digital age, and especially Industry 4.0, is generating an array of advanced capabilities in product design, machine control and manufacturing that enhance throughout, increase part quality and improve overall economy. An increasing number of extrusion processors are seeking to upgrade these capabilities with an eye toward achieving major gains in key operations.
Extrusion covers a range of products—pipe, film and sheet, tubing and profiles. The accuracy and consistency of layers, thicknesses and shapes are important in all uses especially when parts must fit together after assembly. In other applications the priority may be to maintain a repeatably thin gauge to save material and cost while staying within specification.
In extruding medical device components, maintaining precision so parts perform properly is especially crucial, says John Perdikoulias, consultant at Compuplast. And since medical product dimensions can be small—almost microscopic in some cases—tolerances are extremely tight. “Think of 10 percent [tolerances] on 1.0 inch (+/- 0.1 inch) compared to 10 percent of 0.01 inch (+/- 0.001 inch). Smaller sizes require much higher precision to be maintained,” he explains.
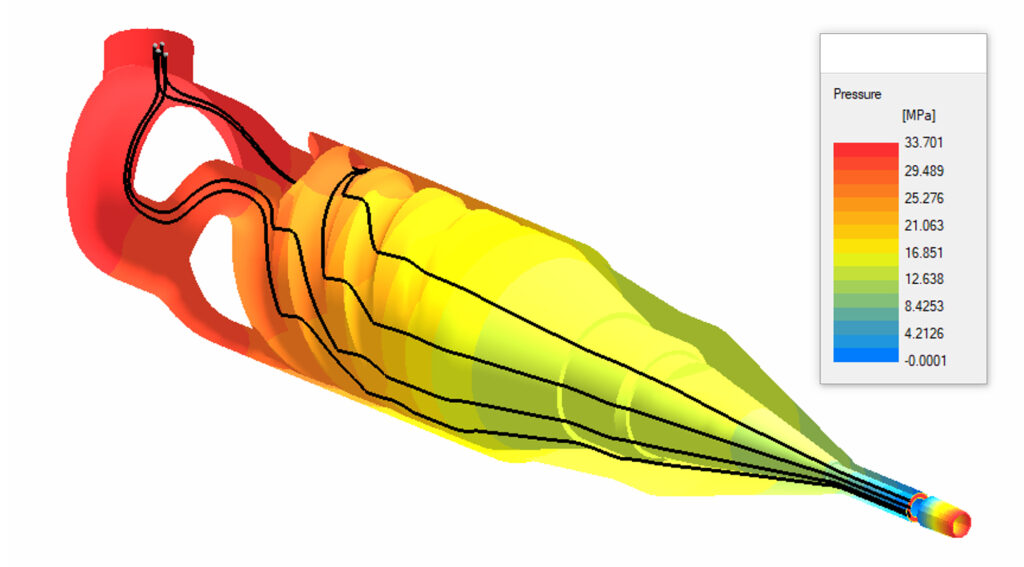
Plastic Flow’s polyXtrue optimization software simulates 3D flow through mono and coex dies, to enable optimization of die geometry, processing conditions and material selection. Courtesy of PlasticFlow LLC
And with that the need to accurately measure and maintain that level of precision.
In medical tubing that will be pressed on a fitting, for example, maintaining concentricity as well as precise inner and outer diameters are critical for “fit and function,” adds consultant Bob Bessemer. “It is not only the dimensions that are important,” he says. “Properties such as elongation and burst strength, for a heart catheter, for example, are also crucial for functionality.”
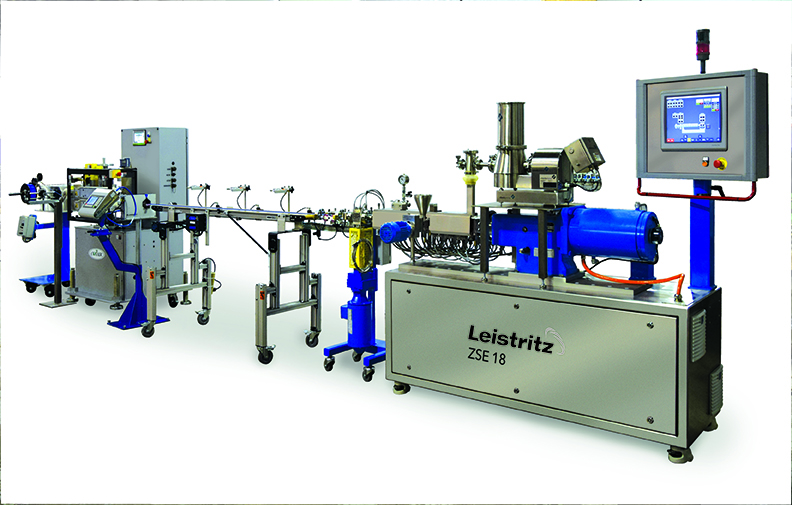
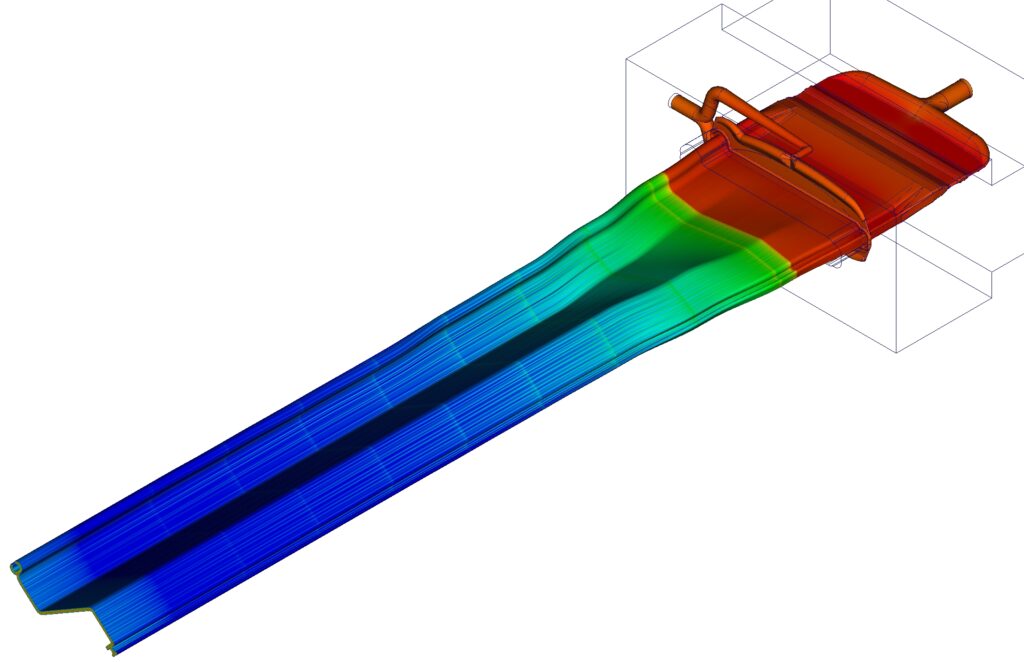
3D finite element method simulation using Compuplast’s Virtual Extrusion Laboratory module shows color contours of pressure and path lines on a spiral mandrel tubing die. Also shown, in relief, is exit velocity. Courtesy of Compuplast
The key to maintaining precision in extrusion is in theory straightforward: identify all potential sources of variation and control these as much as possible. “Injection molders have controlled all process and equipment variables for years. Now this method of operation is moving into the area of extrusion,” says Bessemer.
Addressing Variation
All parts of an extrusion line, from the feeders dosing material into the extruder through to the die, water bath and puller drive, must be considered when addressing sources of variation. Gravimetric feeders are more precise than volumetric feeders, and they can be tied to closed-loop control systems. “Even the level of dryness of the material going into the extruder and the consistency of the pellet size can have an effect on consistency of the final product,” Bessemer notes.
Screw design and operation are also key. Although a common practice is to use a melt pump at the end of an extruder to provide a more consistent flow of material into the die, the pump shouldn’t be the only means in use to overcome extruder problems.
“Melt pumps can be used to make up for deficiencies, but you really want to have the process in control from the beginning: screw geometry should be designed to give the desired melt temperature and output, with a consistent melt homogeneity,” says Daniel Cykana, consultant at Extrusion Solutions LLC. “The ‘big three’ variables to monitor are melt temperature, melt pressure (which indicates flow stability) and the amp load on the drive. Monitoring the mean and standard deviation of these helps predict how data are trending, and you can make a change to the process before you go out of tolerance and make rejects.”
For profile extrusion, more companies are recognizing the importance of controlling the water bath temperature to within one degree, because cooling rate affects the level of crystallinity in the cooled material, says Bessemer. Controlling pull speed is also key. “A puller should have servo drives that allow precise pulling speed with low backlash,” says Bessemer. In addition, “for products such as microbore tubing (0.001-inch diameter) or for tubing with very thin walls (0.005- to 0.007-inch) walls, vacuum sizing equipment is needed to maintain diameter and ovality.”
In addition, technologies for in-line measurement of product dimensions, such as laser-based or ultrasonic systems, help to more precisely measure and control the end product and are getting more use.
Design Simulation
Although control of operating variables is important, a consistent process starts with the design of the screw and die.
A screw design that is not optimal for the material being processed can cause surging; while a melt pump will remedy surging, it doesn’t address the root cause and might create other problems, adds Perdikoulias. “If the pump flow channels are not sized properly, it can result in excessive residence time and polymer stagnation and degradation. This is more common in medical applications where the flow rates can be very low,” he explains. He notes that Compuplast’s software simulates the performance of a single-screw extruder to see if it will produce good melt quality or if the screw design will be prone to surging. It can also be used to optimize a higher-performing design.
Another issue is the potential of draw resonance occurring as material is drawn from the die, says Perdikoulias. “Draw resonance is related to the viscoelastic properties of the resin. You hear of situations in which everything was working well until a new lot of material was run, and then the variation in a critical dimension increased. This is most likely due to lot-to-lot differences in the viscoelastic properties of the polymer. We can simulate the flow through the die and determine the elongational deformation that the polymer will experience. Dies can be designed to minimize the elongational deformation that the polymer experiences inside, and at the exit of the die, making the process more stable and repeatable,” he explains.
“Simulation is like a window into the process that allows you to see and quantify what the polymer is experiencing,” says Perdikoulias. He notes that simulation of many problematic situations, correlated to observed problems in real life, provides knowledge about what situations are likely to cause a problem.
Profile extrusion dies are a challenge to design and optimize, adds Mahesh Gupta, a professor in the Mechanical Engineering department at Kennesaw State University in Georgia and president of Plastic Flow LLC. The company’s polyXtrue extrusion optimization software is used to simulate three-dimensional flow through monoextrusion and coextrusion dies, to enable optimization of die geometry, processing conditions and material selection.
“For sheets and pipes, there are standard die geometries, such as coat-hanger manifold dies for sheet and spiral mandrel dies for pipe and blown film, which have been optimized over time by companies involved in extruding such products. In contrast, each profile die is different. Therefore, developing techniques for improving the precision in profile dies is critical. Use of simulation software can cut development time for a profile extrusion die by more than 50 percent,” says Gupta. Simulation software can also be used to examine how other variables affect profile shape after the polymer leaves the die. “Non-uniform velocity at die exit, cooling shrinkage and draw-down by using a haul-away speed higher than the speed at die exit can be simulated,” he adds.
Broader Adoption
Industry experts say it’s time for the extrusion industry to move from a largely “black art” approach to the science of understanding how an extrusion system works and using technology to control variables.
“The companies that have embraced the use of statistics and are looking to control the whole extrusion process are the ones that are growing their businesses,” suggests Cykana. He notes that the ability to measure and control process variables even allows operation of a fully automated, lights-out plant. Although such extrusion facilities are not yet common, he says it is being done by a few with large-volume, high-output dedicated lines, such as for window profiles.
Bessemer has seen that technology proven in medical extrusion tends to be adopted broadly. “When extrusion companies see that tolerances can be held to +/- 0.0005-inch in medical tubing, for example, they see that the technology is available and greater precision is possible.” On the other hand, medical extruders with smaller-volume runs can also learn from the techniques used by large-volume extruders. “For example, blown film extruders making garbage bags have automated adjustments to concentricity to run faster and save costs,” Cykana says. “Medical tubing extruders can benefit from this automation technology to produce higher quality,” he suggests. The use of vacuum technology to maintain tubing shape is another example. “Straws have long used vacuum to keep their shape very round. It has taken 15 to 20 years, but vacuum is now mainstream for keeping ovality in medical tubing as well.”
Although adoption of these quality control technologies may at times seem to be slow, the extrusion industry is indeed moving toward more precision, concludes Cykana, and many companies are demonstrating this willingness by investing in equipment upgrades.